In order to demonstrate, in practice, the singular suitability of Thinker to the operations of the Make-to-Order Production Industries, follow below some simulations of more relevant results of the Production Plan generation, carried out - as an example - in an Industry with the characteristics below.
In these simulations will be considered the best performance of the best Production Programming Systems currently available to Industry, compared to the standard performance of the Thinker System.
So, we are considering a Industry with the following data:





In order to facilitate understanding, we are considering the generation of the Production Plan based on the scope below only:

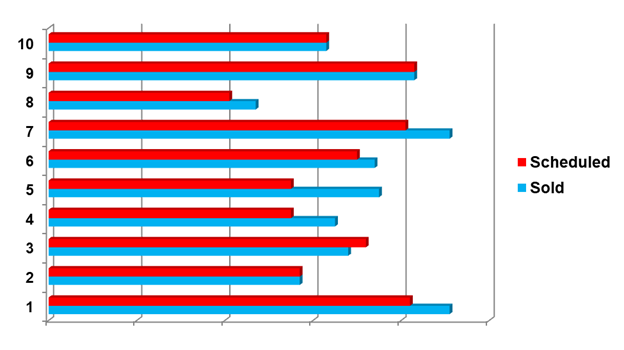
With 10 Production Orders, each than with 8 operations / Process Sheet and...
they will engage 18 productive equipments only

Viewing the Production Plan by the "Gantt" Chart
One of the most effective tools for visualizing the Production Plan is the schedule expressed by the Gantt Chart (Gantt, Henry Laurence -1861-1919), which is also being adopted in Thinker.
These Schedules will be shown below in the following ways:
1- In two pairs of schedules, the first pair being examples of the best programming generated by current market systems, so, WITHOUT optimization, and the second pair, with schedules generated by Thinker, that is, WITH maximum optimization possible;
2. In each pair, the first schedule is classified vertically by Equipment (letters "A" to "R") and horizontally, by Production Orders programmed in each Equipment (numbers 1 to 0); and the second schedule, the reverse: the Prodution Orders classified vertically, with the Equipment horizontally.
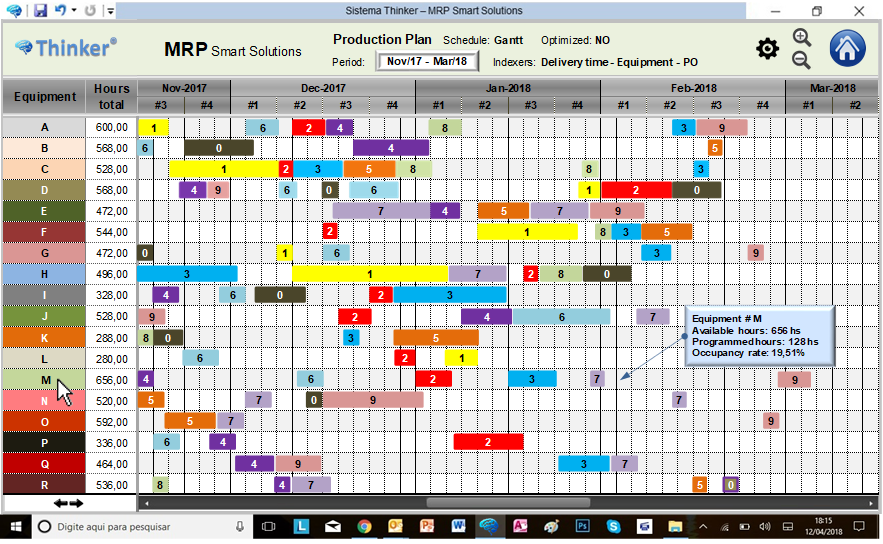
WITHOUT Thinker's A.O.I.
Schedules WITHOUT Optimization
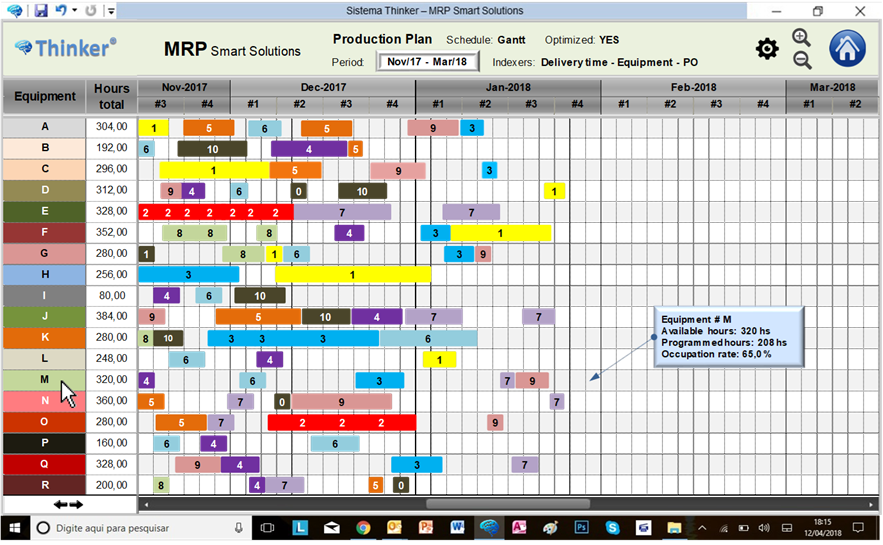
1. Indexed by Equipment
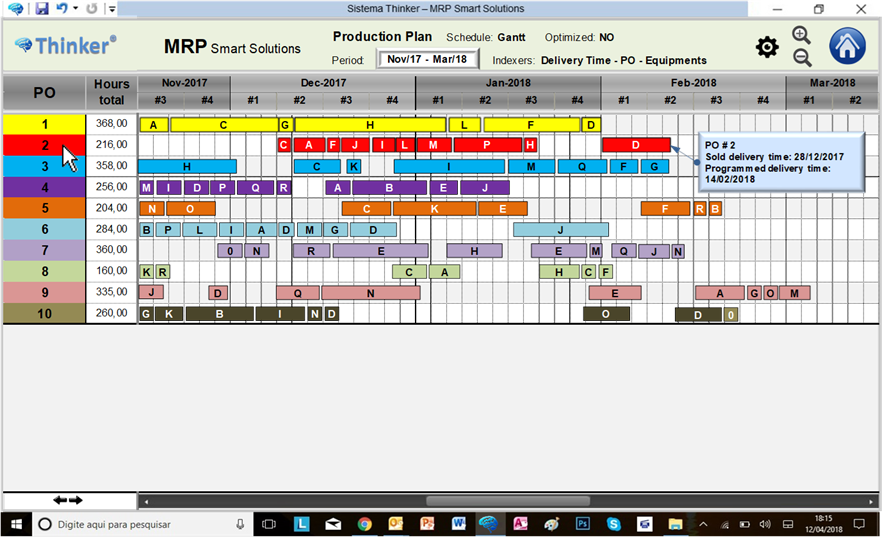
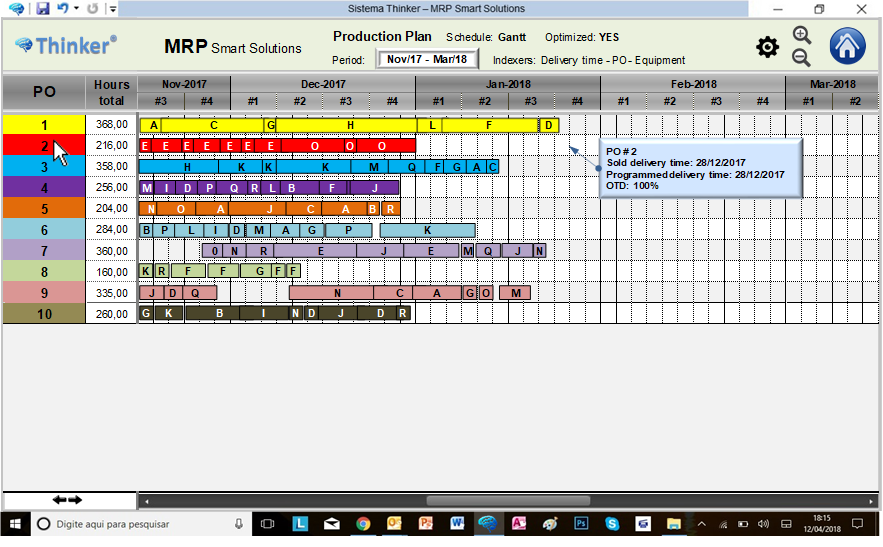
2. Indexed by Production Orders
In the schedules generated by the current available market systems, the sequencing and threads of operations (when resource appropriations happen) are made solely by sequencing the operations specified on original Process Sheets, based on the original Production Structures, obviously with no concern for the resources utilization rates.
This is due to a very simple issue: these systems have been built to meet - and they do nice - the needs of Production Lines Industries, where scheduling occurs without constraints, since the installed capacity in the Industry is, in advance, fully adjusted to the demand, and the processes and resources are dedicated to the product being manufactured (fixed production lines).
Thus, when operating in the Make-to-Order Production, numerous constraints occur, generating a Degree of Optimization completely unpredictable, always very low or zero!

The main results of this Production Plan
1- Regarding the period and the hours involved to comply the Production Plan

Involved total days (production portfolio total time): 80
Programming available total hours: 8.776


Programming scheduled total hours (machines running): 3.024
2. Regarding the average Occupancy Rate of Equipments
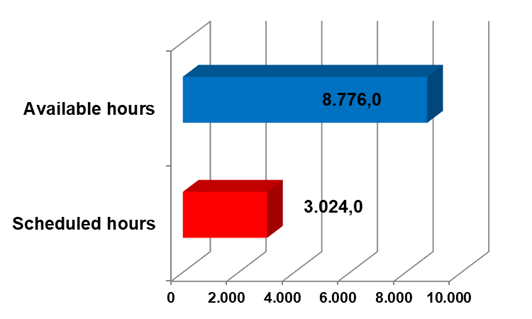
Scheduled hours: 3.024
Available hours: 8.776
Average occupancy Rate: 34,87%
3- Regarding Constraints occured
There are so many constraints that they lengthened by more than 5.700 hours, the total time to fulfill Programming!

By a superficial analysis of the above Schedules, we can easily see the numerous restrictions that have occurred, for example, the flows of operations in the Equipment - reflected directly in the Production Orders - they are all discontinued for long periods of time!
However, in practice, many other real constraints always occur when market Systems act on Make-to-Order Production, such as: poorly planned or unscheduled maintenance; lack of raw material due to inadequate planning or lack of forecast or delay of the Department Purchaser or Supplier; Production Orders that could not be issued due to delays in the preparation of the Process Sheets and / or Inspection Sheets, or due to any other constraint in the Process Engineering and/or Quality departments; lack of operators, and for so many other reasons that occur frequently, as they are all inherent in the Processes, Resources, and relationships of Make-to-Order Production environments.
So we have more than which could be generating the production of new Production Orders and a higher billing for the this Industry!
4. Regarding to OTD (On time delivery)

Only one Production Order was met within the delivery time sold, and others accumulated 311 days of delay in relation to their deadlines sold!
OTD reached: 10%
5. Regarding Degree of Optimization
In fact, there was not optimization!
It is noteworthy that a few of these best Systems available for Serial Production present what they call an optimization feature when operating in Make-to-Order Production environments, however really this functions as a complicator, as we will see below.


This feature is only manual, that is, it has to be supervised and operated by the Production Programmer, who sees a schedule like the one above, so full of empty spaces and other constraints between Production Orders (many that he can not discern) , equipment with many operations commitments, other equipments more free and the worst, all deadlines - that is, a schedule full of visible and invisible constraints - this feature allows the Programmer to make attempts to optimize the programming, proposing that he, without any criterion or instruction by the System, move (usually via new registers or by mouse) some operations that he deems to be possible, removing them from the most committed equipment and / or distances in the future or with spaces of more current times between the schedules ... Only what seems solution, in fact is a trap!
Thus, the Programmer creates, in a totally unconscious and uncontrolled ways, many other constraints, since he does not have the holistic view and the general control of the programming, much less the speed necessary for the operation (they are analyzes delayed and fruitless), breaking many or almost all the threads and sequencing already established among the numerous operations of the various Production Orders, creating so many gaps and constraints not only in Production, but it is very probable that in all processes involved, as for example, to anticipate an operation whose predecessor operation was not fulfilled, or even if the Process or Inspection Sheets are not done or they will not be available on the programmed new date... and many others!
And so, always the last state becomes worse than the previous, and the vision of the Production Plan, increasingly "myopic"!

WITH Thinker's A.O.I.
Schedules WITH Optimization
1. Indexed by Equipments
2. Indexed by Production Orders
In unprecedented and innovative fashion and taking full advantage of the Matrix of Resources Compatibilities, the Programming in Thinker will be created already optimized through the A.O.I. which, by raising the constraints before they occur, it will create and implement, in a fast, autonomous and automatic ways, the Product Structures and Process Sheets that are alternative to the originals elaborated by the Process Engineers, as an essential way of overcoming the constraints. And all this, without prejudice to any indexer that has been parameterized, such as delivery term, costs, cycles, etc.
With A.O.I., Programmer will not have to supervise the Production Plan or manually intervene in order to optimize it, since it will always occur in an autonomous and automatic way, in the time that the Industry needs!
The main results of Production Plan
1- Regarding the period and the hours involved to comply the Production Plan
Involved total days (production portfolio total time): 39
Programming WITHOUT Optimization: 80 days : -51,25 %
Programming available total hours: 4.960
Programming WITHOUT Optimization: 8.776 : -43,48 %
Programming scheduled total hours (machines running): 3.392
Programming WITHOUT Optimization: 3.024 : +12,17 %
2. Regarding the average Occupancy Rate of Equipments
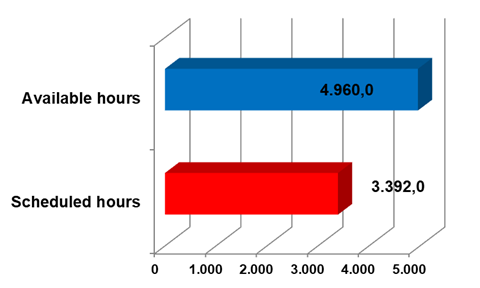
Scheduled hours: 3.392
Available hours: 4.960
Average occupancy Rate: 68,38%
Programming WITHOUT Optimization: 34,87% : +96,10 %
3- Regarding Constraints occured
Now all processes involved are interconnected, so the constraints occurred in much smaller numbers and in much shorter times, which allowed gains of 3,816 in available hours and 368 hours in actual production, totaling a gain of 4,184 hours, which could be used for the production of new Production Orders, by new Purchase Orders from new Customers, in the same period!
4. Regarding to OTD (On time delivery)
Only one Production Order was not met within the term sold, and the others accumulated a gain of 43 days in relation to the terms sold, in addition to recovering the 311 days of delay of the previous schedule!
OTD alcançado: 90%
5. Regarding Degree of Optimization
Thinker's A.O.I. has implemented the maximum possible optimization in the Production Plan, through the possibilities that the Matrix of Resource Compatibilities and the main indexes of delivery terms and costs have allowed!

Remember that in Thinker, the Schedule of the Production Plan will not only consider Production Orders, but also all activities inherent to Manufacturing, where there are also constraints in the current Systems. Thus, Thinker will also program:
1- Preventive and / or corrective maintenance. They will be scheduled at off-production hours, whenever possible;
2- The elaboration of the Process Sheets and try-outs by Process Engineering;
3- The elaboration of Quality Process Sheets and the inspection activities by Quality Engineering;
4- Planning activities by Planning, Programming and Control department;
5- The purchase, receiving, appropriation, availability and movement of goods, by Logistics;
6- After production, storage, packaging and shipment by Logistics
7- Allocation of possible overtime for manufacturing, if necessary and as a last optimization feature, or even outsourced hours in compatible Partners

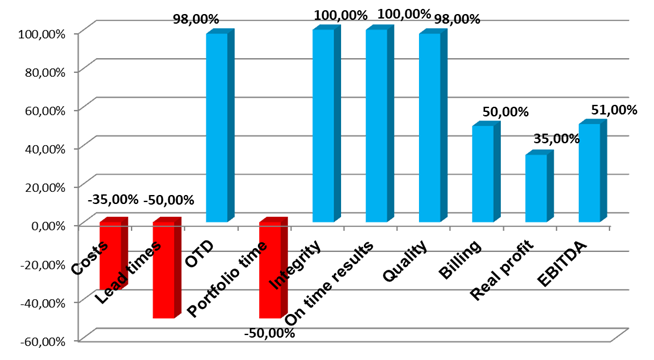
Summary of the gains due A.O.I. Optimization
Excellent OTD of 90%


OTD gain and improvement rate: 83,22%
Value recovered by OTD x rate-hour: R$ 453.600,000 (26% of the average billing)


Value recovered by the gain in the machine occupancy rate: R$ 251.100,00 (14,41% of billing)
Gain that can be obtained by decreasing portfolio time = + 51,25% or R$ 2.164.800,00


Maximization of all Technical and Economic Sustainability Indicators
Sell, plan and produce as optimally as possible!

So, as much as You think your industry's productivity meets your expectations, please You know that You will be amazed at how much Thinker can maximize it and make your Industry much more competitive in a sustainable way, increasing your Portfolio with more Customers, increasing your revenue, your net profit, your sustainability and valuing the best attributes of your Resources and your Employees!

We are at your disposal!
Please click here and contact us!
